
Using API 5L-grade X70 seamless and welded pipes for wet sour applications – Part 1
High-strength pipes are required for oil and gas industries to transport high-pressure sour hydrocarbon crude and gas for both onshore and offshore pipeline applications. Material specifications and standard requirements of the majority of oil and gas operating companies allow the use of line pipes up to a maximum strength of API 5L Grade X65 (i.e., prohibiting the use of API 5L Grade X70 pipes for wet sour environments).
The increase in pipe strength is associated with the addition of alloying elements, which mainly leads to centerline segregations, inclusions, high residual stresses and high micro-hardness locations. Hydrogen can permeate the steel and is entrapped mostly in large, elongated and aligned inclusions and high residual stress lattices—this forms H2 gas. H2 gas accumulation leads to high internal pressure, resulting in H2-induced cracking (HIC), sulfide stress cracking (SSC) and stress-oriented H2-induced cracking (SOHIC), which also depend on the microstructural conditions.
The environmental-related cracking susceptibility of welded pipes can be further deteriorated by the formation of microscopic residual stresses, which develop during pipe manufacturing processes (e.g. rolling, forming, welding). These stresses lead to the separation of the nonmetallic inclusions from the steel matrix due to the decohesion effect; this leads to the formation of H2 trap sites. The amount of atomic H2 formed depends on the severity of the environment, including pH, hydrogen sulfide (H2S) concentration, operating temperature and the presence of poisoning species, including elemental sulfur or cyanide.
The formation of H2 trapping sites occurs during the carbon steel-making process of the plates and the coils pipe-forming process. Therefore, welded pipes manufactured from non-HIC resistant steel plates or coils are deemed susceptible to environmental damages during exposure to wet sour services. The non-HIC resistant steel raw materials are not intentionally manufactured as very high-quality products and so are not resistant to environmental assisted cracking and corrosion. The hardness value of the heat affected zone (HAZ) at the welded joints usually rises proportionally with the addition of the alloying elements, and is increased by the lack of sufficient preheating.
Therefore, it is very challenging to manufacture thick and high-strength pipe steels for sour service using conventional material design, which lacks the alloying elements philosophy and advanced steel manufacturing processes.1 The use of high-strength pipe material is not permitted due to the lack of field experience and manufacturing technologies.
As world energy consumption grows, major advancements in steel-making processes have been achieved lately, leading to an increase in global demand for the fabrication of high-strength pipes particularly for wet H2S applications. It is, therefore, necessary to evaluate the suitability of higher strength pipe materials, such as API 5L Grade X70, for wet sour applications, if required.
Recently, steel manufacturers realized the need to optimize the alloying elements, accelerate the cooling processes, and enhance the rolling methodology to control the morphology of nonmetallic inclusions from elongated to globular shapes and decrease coarse precipitates. These advancements were aimed to promote the resistance of high-strength pipes to environmental cracking in severe sour environments.
This research work details the mechanical, metallurgical aspects to avail H2 cracking resistance in a wet H2S environment of seamless and longitudinally welded high-strength pipes of API 5L Grade X70. The success of this technology and deployment of high-strength materials in wet sour service applications can potentially lead to a significant cost reduction and faster execution of mega-projects. A lower material cost is primarily achieved by wall thickness reduction—the total weight of the used material is minimized. By using higher-strength pipes, targeted pipeline projects can reduce their cost by 8%–10%, as estimated by the authors’ company’s materials procurement department.
Deployment challenges of high-strength pipelines in a sour environment. H2-related cracking is a serious type of failure mechanism for high-strength grade pipe steel in a sour environment. The first method to enhance the strength of the steel is the addition of alloying constituents to attain a hardening solid solution. The classic composition of the NbV-type steel used for Grade X65 pipe was modified by increasing the content of some alloying elements in the steel analysis, such as copper (Cu), nickel (Ni), chromium (Cr) and molybdenum (Mo), which ultimately increases the carbon equivalent (CE).
Another strengthening approach is based on the concept of precipitation hardening, achieved by adding niobium (Nb) and titanium (Ti) into steel. The addition of these strengthening agents leads to a lower carbon equivalent according to the International Institute for Welding (IIW), leading to satisfactory weldability. Both concepts are utilized to produce pipes with high strength and HIC-resistant properties.2
The initiation and propagation of the environmental damages can be prevented through the enhancement and optimization of the steel and pipe manufacturing processes. The advancement in such processes includes minimizing the residual stresses, controlling the shape and concentration of nonmetallic inclusions—such as MnS, CaS, CaO and Al2O3—and avoiding coarse precipitation, including Nb (C, N) and TiN.2
It is well known that the reduced concentration of sulfur (S) is essential and effective for eliminating the formation of elongated MnS inclusions. The addition of a specific amount of Ca content is necessary for shape control of the sulfide and oxide inclusions. The extra addition of Ca might be deleterious, leading to the formation of CaO and CaS clusters, which potentially results in HIC or SOHIC failures, especially under the influence of residual stresses. The decreased concentration of Mn, P, C, Ca, Ni and S is an effective method of reducing or eliminating the formation of hardened microstructure and nonmetallic inclusions. It should be noted that high-strength pipe material, such as API 5L Grade X70, is manufactured (generally at the detriment of hardness) and accompanied by a sacrifice in ductility and toughness properties.1,3,4
SSC is another serious challenge for high-strength sour grade pipe. SSC susceptibility depends primarily on the microstructure, which is represented by the hardness level. Accordingly, the hardness of the base metal, welds and HAZ must be controlled at 250 HV or lower to prevent the SSC mechanism, in accordance with the National Association of Corrosion Engineers (now known as NACE Intl.) MR 0175/ISO15156 requirements. To obtain adequate weldability and acceptable hardness properties, lowering the carbon equivalent—including Ceq or Pcm values of the raw steel—is deemed the most effective approach to achieve this target.
These technologies successfully enable the manufacture of high-strength API 5L Grade X70 pipe steel for sour service containing H2S. The development of steel-making processes has encouraged the oil and gas industries to search for adequate high-strength grade seamless and straight seam-welded pipe for sour applications. It should be noted that non-cold expanded HIC and non-HIC resistant spiral welded pipes are prohibited from use in wet sour applications due to their susceptibility to SOHIC. Spiral pipe exhibits high residual stressed regions close to the weld seam, caused during the edge forming and welding processes. The technology to cold-expand the spiral pipe is not presently available in the industry. The heat treatment option of spiral pipe to relieve residual stresses is not economically feasible, as the pipe cost compared to the cold-expanded or heat treated longitudinal pipe will be considerably higher. Additionally, significant deterioration of the mechanical properties, straightness and roundness of spiral pipe subsequent to the heat treatment are inevitable.
Experimental procedure setup. Four pipes of API 5L Grade X70 were produced using raw materials supplied by internationally recognized steel mills. The API 5L pipes have been manufactured by reputable vendors into different tubular sizes and wall thicknesses to conduct this research work.5 Two of the pipes, as shown in TABLE 1, are quenched and tempered (Q&T) seamless pipes. The other two pipes are straight-seam welded pipes manufactured using the thermomechanically controlled rolled steel process (TMCP).
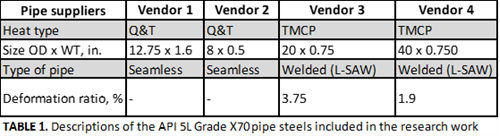 |
The HIC susceptibility of welded pipes increases with roll bending and expansion during the manufacturing process as a result of the deformation effect—this leads to an increased amount of imparted strain, especially when the t/D ratio exceeds 3.5%. This type of pipe with t/D ratio was included in the test matrix. The plate edge crimping press was used to manufacture the pipe, which played a major role in diminishing the microscopic residual stresses. Therefore, the availability of a crimping press is conditional for the approval of longitudinal pipe manufacturers to produce API 5L Grade X70 pipes to ensure resistance to HIC and SOHIC.
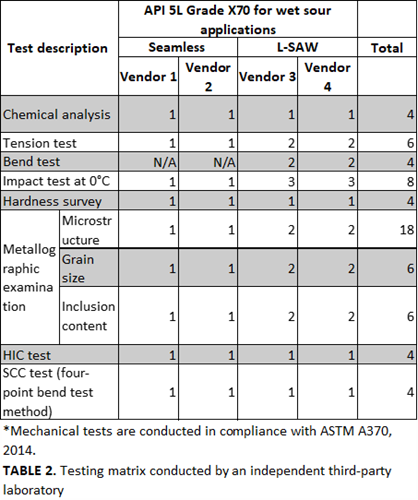
An experimental matrix was developed to test the four high-strength pipes to ensure their suitability for wet sour applications. Full mechanical, chemical metallurgical and corrosion tests were conducted by the pipe manufacturers and validated by an independent third-party laboratory. The mechanical evaluation included the following tests: tensile, bend, Charpy V-notch toughness and hardness testing (HV10).
Additionally, corrosion tests for HIC and SSC were also conducted for the base metal of the pipes and welded joints to investigate the susceptibility of the high-strength pipe to cracking in sour services. TABLE 2 shows the test matrix, which was conducted by an independent third-party testing laboratory to evaluate the test pipes quality and compliance with international and in-house customer specifications for wet sour applications. Understanding the metallurgical properties and variables is critical for the integrity and suitability of high-strength pipe in wet sour environments.
 |
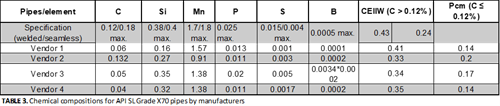
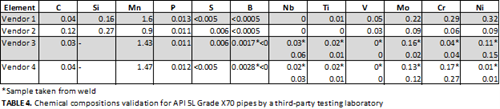
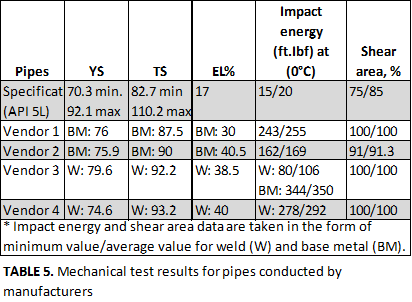
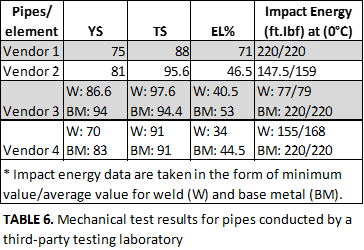
TABLES 3 and 4 indicate the chemical compositions of all supplied seamless and welded pipes. The mechanical test results are also summarized in TABLES 5 and 6. The hardness values are stipulated in TABLE 7 for the seamless and welded pipes, which shows the measurements taken at the manufactures premises and the corresponding reading conducted at a third-party shop.
 |
 |
 |
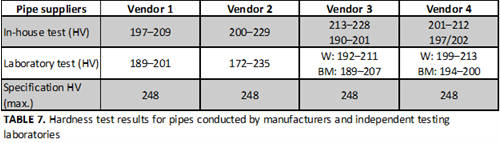 |
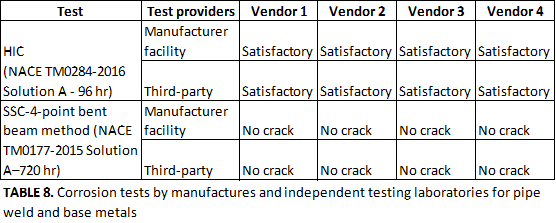
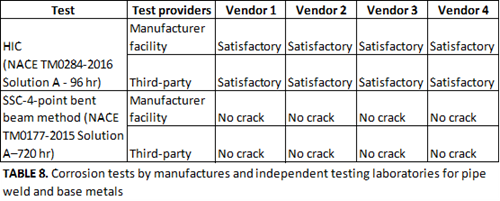
TABLE 8 summarizes the corrosion test results, including HIC and SSC using Solution A. HIC was carried out in accordance with NACE TM0284-2016 and customer requirements, while the SSC test was conducted according to NACE TM0177-2015,6,7 a four-point bent beam test. The SSC test is normally performed at 72% loading of the minimum specified yield strength (MSYS). The pipe manufacturers and testing laboratory applied 80% of the MSYS on the stressed sample, which is considered more severe than the applicable international standard requirements. No corrosion tests for all specimens indicated any cracks or blistering in the base metal or weld joints.
  |
Part 2 of this article will appear in the July issue of GP&LNG and will include results and discussion.GP
ACKNOWLEDGEMENT
The authors would like to thank Saudi Aramco Consulting Service Department management for supporting this research work, as well as the pipe manufacturers (Welspun-India, Sumitomo-Japan, National Pipe Company-Saudi Arabia and Jesco-Saudi Arabia) for supplying the experimental pipes for the study evaluation and their in-house examination and analysis.
LITERATURE CITED
- Collura, C., T. Staudt, J. Bauer and V. Schwinn, “Development of X70 and heavy wall X65 plates for sour services pipeline application,” Offshore Technology Conference, OTC 24536, Rio de Janeiro, Brazil, 2013.
- Schröder, J., V. Schwinn and A. Liessem, “Recent developments of sour service line pipe steels,” International Symposium Microalloyed for the Oil and Gas Industry, published by The Minerals, Metal & Materials Society, 2006.
- Diana, T., G. Kubla and V. Rohden, “API X70Q-X80Q heavy-wall seamless pipes for sour service application,” Proceedings of the 23rd International Offshore and Polar Engineering, Anchorage, Alaska, U.S., 2013.
- Kushida, T., S. Okaguchi, M. Hamada, A. Yamamoto, K. Ohnishi and J. Fujino, “Study of X80 grade high strength line pipe for sour service,” Corrosion/97, Paper No. 24, New Orleans, Louisiana, 1997.
- American Petroleum Institute (API) Specification 5L, “Specification for line pipe,” 45th Ed., 2013.
- National Association of Corrosion Engineers (NACE) TM 0284, “Evaluation of pipeline and pressure vessel steels for resistance to hydrogen-induced cracking,” 2016.
- National Association of Corrosion Engineers (NACE) TM 0177, “Laboratory testing of metals for resistance to sulfide stress cracking and stress corrosion cracking in H2S environments,” 2015.
 |
Tariq A. Al-Ghamdi has been working with Saudi Aramco for 21 yr, providing technical support for projects and operating facilities on welding and materials-related issues. Dr. Al-Ghamdi earned his PhD in metallurgical and materials engineering (i.e., specialty in welding engineering) from Colorado School of Mines (CSM) in the U.S., as well as two MS degrees in mechanical engineering from King Fahd University of Petroleum and Minerals (KFUPM) and metallurgical and materials engineering from CSM. He is a faculty member at King Fahd University of Petroleum and Minerals.
 |
Mohammed A. Al-Anezi has been with Saudi Aramco for 40 yr, and now works as a Senior Metallurgical Engineering Consultant for the company. He technically led a team of materials and welding engineers, providing support and consultation on materials selection, failure analysis, root cause and incident investigation support, repair and rehabilitation engineering support, and new technology deployment to projects and operating facilities. Al-Anezi holds an MS degree in metallurgical engineering from Ohio State University (U.S.).


Comments