
Achieve three efficiencies in MR compressors for SSLNG
In the equipment they use, investors in small-scale LNG (SSLNG) face a steep challenge: They must achieve cost efficiency, operational efficiency and energy efficiency—all with maximum availability. In this context, the design of single mixed-refrigerant (SMR) compressors, a critical piece of technology in SSLNG plants, takes on an important role in both the plant’s efficiency and its return on investment (ROI).
As the benefits of integrally geared compressors (IGCs) have become better known across hydrocarbon processing industries, this compressor type has achieved broader acceptance. For SSLNG, this pertains particularly to compressors requiring gas or electric drives with a rated power of up to 27 MW (36,200 hp). Demand for IGCs has been especially strong for SSLNG plants with varying technical and logistical requirements compared to large-scale LNG facilities. These include quick deployment, scalability, redeployment capability and the ability to respond rapidly to market demand.
Until the early 2000s, inline (i.e., single-shaft) compressors were the dominant compressor technology in the marketplace. From then, IGCs have become more popular due to their greater efficiency and reliability, and their inclusion in the 7th edition of the API (2002, Ch. 3). Nevertheless, universally applicable statements on the differences between these two technologies must be carefully considered. This is because the specific use case and operating conditions are what ultimately drive the decision on which compression technology is used.
This article examines the deployment of integrally geared compressor technology, exploring the drivers behind the rising demand for SSLNG and the qualities that make IGCs an efficient compression solution in SSLNG plants. Characteristics discussed include the IGCs’ high flexibility and lower initial investment and operating costs, which enable operators to realize agile plant deployment and improve the efficiency of a plant once it is operational. This article uses the example of a mixed-refrigerant IGC installationa operating at an SSLNG plant in China.b
Inside the Zhengtai Yida LNG plant. The Zhengtai Yida LNG plant (COVER PHOTO) is located in China’s Inner Mongolia region, approximately 700 km (440 mi) from China’s capital, Beijing. The plant has a 0.807-MMtpy capacity (based on 350 days of operation), and it uses an SMR cycle, the most-used cycle for liquefaction trains with a capacity of 1 MMtpy or less.
The SMR cycle uses various components, such as nitrogen, ethylene, methane, propane, butanes and/or i-pentane in place of the pure hydrocarbon refrigerants utilized in the discrete cooling steps of a cascade refrigerant cycle. Basically, SMRs operate by condensing a hydrocarbon gas mixture to a liquid and then using cooling through its vaporization to cool natural gas close to its boiling point of −162°C (−260°F). The final phase change into LNG is often accomplished with a Joule–Thomson valve.
Many proprietary SMR processes utilize a single-pressure mixed-refrigerant cycle, which compresses the refrigerant to its highest pressure. It is then sent to a series of condensers and separators before it is ultimately delivered to the heat exchanger to cool LNG. To increase efficiency, other SMR processes vaporize the mixed refrigerant in two steps: one higher-pressure and one lower-pressure stage, which can be driven either by two compressors or, ideally, a single compressor with two separate stage groupings (FIG. 1).
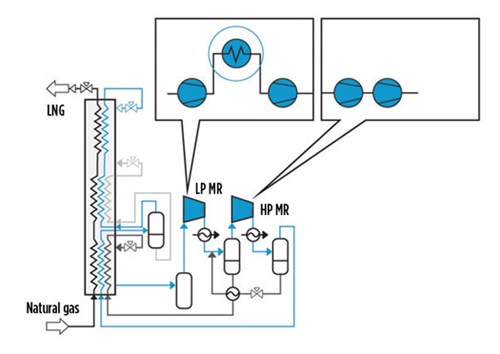 |
| FIG. 1. The IGC unit’s deployment within the SMR cycle. |
The relatively narrow range of compression specifications allows for the standardization of a compressor’s aerodynamic design in three- and four-stage mixed-refrigerant compressors. Such standardization allows for faster compressor delivery at a lower initial investment. Given that LNG projects are naturally CAPEX-intensive (the liquefaction process can account for more than 50% of total project costs), lower compressor investment costs help improve a plant’s ability to operate profitably.
Lower investment and design priorities. Unlike SSLNG plants, large-scale LNG liquefaction plants require significant investment commitments across all project phases. SSLNG plants have lower installation cost, can be built in much shorter timeframes, and use natural gas as a cost-efficient feedstock in numerous processes along the hydrocarbon value chain.
While SSLNG can expand the scope of LNG availability and the breadth of usage, it is important to understand that smaller-scale projects may feature different compression technology design and operating requirements compared to larger facilities. At the same time, the technologies used in larger LNG plants (including the compressors that run the refrigeration cycle) often cannot be efficiently scaled down.
As is the case across all LNG compressor applications, however, flexibility, reliability and availability are central considerations in the design of mixed-refrigerant compressor trains in SSLNG plants, such as the one installed in the Zhengtai Yida LNG plant (FIG. 2). As a result, the compressor must be designed in such a way that its aerodynamics, rotor dynamics, lube oil, seal support and control systems can precisely meet these parameters and requirements.
 |
| FIG. 2. The mixed refrigerant compressor inside the Zhengtai Yida LNG plant. |
In terms of rotation speeds, the discrepancies in inline compressors between the optimal and actual speeds at each stage reduce efficiency for the whole machine. As a result, more power is needed to drive the compressor, resulting in greater energy usage than for an IGC. In contrast, all IGC stages are optimized to the optimum individual pinion speed by selecting the right teeth (gear ratio between the bull gear and pinion), thereby promoting overall efficiency.
Overall, therefore, compared to the more flexible IG compressors, inline compressors require more time to build, deliver and install. Once delivered, the SSLNG facility can begin operations sooner, increasing the ROI. As production facilities increasingly focus on rapid equipment deployment and flexible operation practices, the basic design (fixed speed and casing) of inline compressors makes it difficult to realize adjustments when production requirements change.
Small footprint and low maintenance. With its inherent compactness, an SMR compressor may be fitted on a comparatively small skid. In the case of the Zhengtai Yida LNG plant, for example, the IGC measures 11 m (36 ft) long by 6.4 m (21 ft) wide with the motor. Comparable inline compressors for this application and plant size can have nearly twice the footprint. In addition, IGCs weigh about 25% less than inline compressors. The IGC’s compact footprint helps reduce CAPEX while increasing efficiency and offering flexible process configuration and control benefits. In addition to the compressor core and motor, the skid can accommodate instrumentation and peripherals, such as lube oil, seal support and control systems.
Additionally, the gearbox casing allows for easy access and effective “health monitoring” of gears, bearings, vibration and temperature probes. This compares favorably with the lengthier and more difficult process of removing the many bolts connecting the housing of an inline compressor, and then realigning it after reattaching the bolts.
This aspect is particularly important because SSLNG installations, including the Zhengtai Yida LNG plant, are often located in remote areas, where the logistics of aftermarket support pose a challenge. In such scenarios, onsite repair and maintenance are easier to conduct with IGCs than with inline compressors because of the onsite maintainability and smaller dimensions of the IGC compressor and its components.
Minimizing refrigerant leakage. The seal system design is critical in a mixed-refrigerant IGC and was of particular importance in the Zhengtai Yida LNG plant. Generally, standard machine design calls for a single dry gas seal to be used. However, optionally, tandem dry face seals may be used. The Zhengtai Yida LNG plant’s single dry gas seal configuration provides a guaranteed seal leakage rate of 10 Nm3/hr for the entire machine (FIG. 3).
 |
| FIG. 3. An installed dry gas seal, mounted at the back of the impeller. |
A typical IGC for an SMR is supplied with three or four impellers and, as a result, three or four sets of seals. Field experience has shown that the vast majority of seal failures happen due to seal support system issues. A properly designed seal support system with clean, dry seal gas supply should be designed and tested prior to commissioning.
Tailored speeds and intercooling. In contrast to inline centrifugal compressor technology, IGC stages provide more flexibility regarding impeller aerodynamic design. While inline compressors are sized depending on the speed of a given driver (or a step-up gear attached to that driver), IGCs are more flexible because they are not bound by a speed requirement. As a result, an IGC’s aerodynamics (such as impeller geometry) can be tailored to an application’s specific requirements.
By coupling a driver to a bull gear driving several pinions, four pinions and eight compressor stages (impellers) can be mounted onto one gearbox. To accomplish this, one or two impellers (stages) are mounted at each end of the pinion shaft. Two bearings support the pinion shaft, and each impeller is provided with its own seal.
In addition to the impellers, other aero components, such as a diffuser and volutes, are optimized in accordance with process requirements. The required speed is then accomplished via the gear ratio by selecting the appropriate teeth of the bull gear and the pinion.
An inline compressor’s design makes stage optimization more challenging. IGCs are seen to be “high head” compared to inline or single-shaft technology. By optimally selecting pinion speeds to correspond to geometry, higher speeds enable minimization of the size and quantity of the impellers for a given function. By enabling optimum aerodynamic performance at each stage, enhanced further by optional intercooling, the best overall efficiency can be obtained.
In an IGC, all rotors are mounted on the same gearbox, and each rotor is independently balanced. This bolsters compressor reliability, because one rotor’s imbalance does not impact the others. The result at the Zhengtai Yida LNG plant IGC is an availability of 96+%.
An essential pillar for the general energy efficiency of an IGC is the possibility to install intercooling after each compressor stage. It may be installed optionally between the stages of IGCs, as with the SMR compressor at the Zhengtai Yida LNG plant. By contrast, an inline solution may pose challenges for introducing any type of intermediate cooling between the stages.
Intercooling is a necessary building block for delivering higher overall compression efficiency. Thermodynamic principles state that the temperature of a gas rises when it is subjected to pressure through compression. Doing so requires increased work and an accompanying increase in energy in the next compression stage to achieve further compression of the gas. This cooling between stages allows for compression that comes closer to reflecting an ideal isentropic process due to reduced fluid friction.
Flexibility in process control. To control mass flow and power consumption, IGCs incorporate two control types: variable inlet guide vanes (vIGV) or variable diffuser guide vanes (vDGV), depending on process characteristics and specifications. For liquefaction trains that mainly operate at 80% capacity and higher (typically the case for water-cooled condensers), vIGVs offer the most efficient solution. They help regulate spikes and troughs in inlet pressure, enabling the compressor to deliver a constant mass flow. Processes in which frequent startups and turndowns occur, and which require high adjustability to LNG output fluctuations, are best suited to the use of vDGVs.
To further improve process control, an SMR IGC segregates its four stages into two groupings, which allows for the independent control of each stage grouping with vIGVs and vDGVs. Inlet guide vanes in the proprietarya compressor design provide around 25% turndown by controlling the flow to the impellers. In addition, the vDGVs extend compressor turndown by up to 50% by controlling the discharge flow after the impeller.
By using vIGVs and vDGVs, the overall efficiency of an IGC can regularly reach the 82%–84% range. When the inherent efficiency gains resulting from integral-gearing technology are taken into account, total energy savings can reach 13%–14%. Two vIGVs are used on the Zhengtai Yida LNG plant, one at the suction of the compressor and the second after the gas returns from intercooling. They help improve overall machine efficiency and reduce power consumption.
Takeaway. Increased demand for SSLNG has brought attention to the ability of SMR IGC technology to provide a more sustainable refrigeration performance compared to other compressor technologies.
At 27 MW, the remote Zhengtai Yida LNG plant hosts the world’s largest integrally geared SMR compressor for the SSLNG market. With a compact footprint, low seal leakage rates and maximum rotor stability, Zhengtai Yida LNG demonstrates the viability of IGCs as a solution, even in challenging scenarios. The deployment of IGCs is also accompanied by increased performance in terms of cost efficiency, operational efficiency and energy efficiency benefits. GP
NOTES
a Atlas Copco Gas and Process
b Engineered, installed and commissioned by EnFlex Group
 |
TUSHAR PATEL has held various sales and marketing positions since joining the Atlas Copco Group in 2005, having built on more than 25 yr of global experience in various manufacturing industries. At present, he is responsible for global marketing and business development for custom-engineered centrifugal compressors and turboexpanders used in oil and gas, chemical/petrochemical, fertilizer, industrial gases and power generation (both conventional and renewable). Mr. Patel has authored conference papers for the Supercritical CO2 Symposium and the Petrobras Turbomachinery Symposium, in addition to various trade industry articles on oil and gas topics. He holds a BS degree in mechanical engineering and an MS degree in marketing management.
 |
MICHAEL DREWES has worked as a professional engineer for more than a decade. In 2011, he joined Atlas Copco Gas and Process and was responsible for individual project proposals and framework agreements in the air separation market. Starting in 2013, he served customers with process gas compressor solutions for worldwide projects in the oil and gas market. In mid-2016, he was appointed Market Manager for fertilizer applications. Since early 2019, he has been responsible for the small-scale LNG segment. Mr. Drewes holds a MS degree in aerospace engineering from FH Aachen University of Applied Sciences and has authored multiple conference papers and trade articles in the area of hydrocarbon processing.
 |
JAMES ZHAO joined EnFlex Group in 2017 as the Vice President of Business Development. He is responsible for technology licensing, engineering services, marketing and project supervision. He has more than 10 yr of experience in a variety of engineering, project management and marketing roles, with a special focus in the LNG, petrochemical and gas processing market segments. Mr. Zhao earned a BS degree in chemical engineering from the University of Texas at Austin and an MBA degree from Rice University. He has also authored various papers and trade articles related to the hydrocarbon processing industry.


Comments