
Create a data compilation and management program for heat exchangers
Heat is a valuable resource in the gas processing, refining and petrochemicals industries, and the loss of it should be avoided. Process engineers spend much time working to save and use heat in the best way possible, designing and then maintaining plants so that heat can be fully utilized.
Energy conservation workshops, exercises and assignments show that more effort is needed to preserve heat energy. To this end, heat exchangers are of utmost importance, as these pieces of equipment exchange heat from one medium to another. Wherever possible, heat exchangers are used to transfer the available heat from one source to another useful utility.
Downstream facilities contain more heat exchangers than pressure vessels. A typical ammonia plant has 35 heat exchangers and 25 pressure vessels in operation. Each one of the heat exchangers must be properly monitored and maintained. Therefore, multidisciplinary departments, including process, inspection and maintenance, study heat exchanger performance on a continuous basis.
A number of different types of heat exchangers are in operation at hydrocarbon processing facilities. Not one type fits all requirements, and each exchanger has its own functionality and maintainability. Common among heat exchangers are shell-and-tube heat exchangers (Fig. 1). This type is the most robust and effective. In terms of construction, the Tubular Exchanger Manufacturers Association recognizes a number of types for shell-and-tube heat exchangers based on the design of the ends and shell.
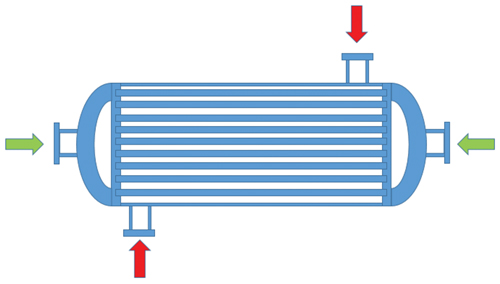 |
| Fig. 1. Representation of a shell-and-tube heat exchanger. |
This article discusses the best methods for the compilation and management of data associated with shell-and-tube heat exchangers.
Heat exchanger issues. Heat exchangers typically witness two types of issues:
- Process based
- Mechanical based.
To ascertain what kind of issue a heat exchanger is facing, a monitoring plan should be in place. Such monitoring plans are available from process and inspection teams. Both of these teams normally belong to a company’s technical services group, and have documented operating and maintenance records available for reference. Process teams, along with operations, have performance records in place that are also shared with inspection and maintenance so that issues can be identified, classified and resolved.
If the data is maintained properly from the time of commissioning of the heat exchanger through each of the performance checks and maintenance periods, then heat exchangers can be easily classified at any site in three broad categories, such as green, yellow and red. Red indicates a heat exchanger in bad shape that requires maintenance and/or repair, while yellow indicates an exchanger that should be closely monitored for potential or anticipated problems, and green indicates a heat exchanger in good operating condition. To categorize heat exchangers into these categories, records of their performance, inspection history and mechanical activity must be examined.
Performance data represents how the heat exchanger performs while in operation, when compared to the exchanger’s design intent. For example, the data will show the level of actual fouling vs. assumed fouling during the design stage. Any heat exchanger that is performing as per its original process design will be given a score, as shown in the ranges in Table 1.
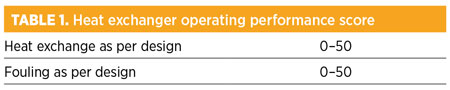 |
These performance scores are assigned based on regular evaluations by process and operation engineers. However, as per requirements, more entries can be made in Table 1 to log the issue and reflect it when categorizing the heat exchanger. For reference purposes, only the heat exchanger value and fouling have been listed. As an example, other performance variables may include process chemistry and properties. Those process properties, not as per original design data, may also affect the heat exchanger performance. All in all, Table 1 should be completely managed by process and operations teams, and appropriate scoring should be provided. The total score should sum to 100.
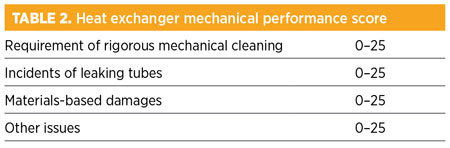
Similarly, a score is recorded by the personnel that have been maintaining the mechanical performance of the heat exchanger throughout its life. The parameters that should be considered when assigning a score based on mechanical performance may include rigorous mechanical cleaning, incidents of leaking tubes and other mechanical damages associated with materials selection. The user may include other parameters, as well, depending on specific issues with a heat exchanger. Other parameters may include ease of maintenance, like re-tubing, rolling, welding of plugs or leaking tube-to-tubesheet joints, etc.
If an issue is absent in an exchanger, then a full score should be given. For example, if no tube leakage has occurred, then a score of 25 (or the appropriate dividend) should be assigned.
Classification of exchangers. Each exchanger should be assigned a color based on the aforementioned scores, using the matrix shown in Fig. 2. These colors will assist in acting on the red and yellow items.
 |
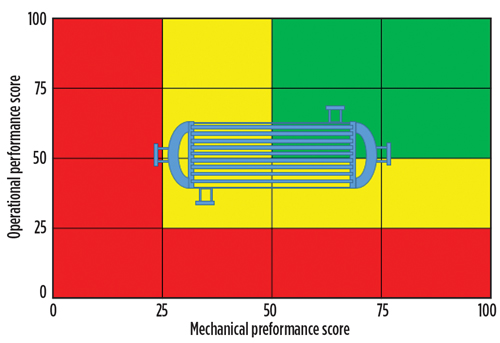 |
| Fig. 2. Color matrix for heat exchanger performance mapping. |
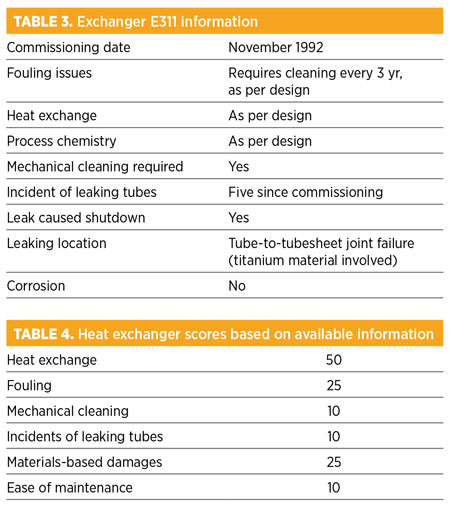
Table 3 shows the information obtained for one exchanger, E311. Table 4 shows scores assigned based on the information in Table 3. Heat exchanger E311 can be classified on the matrix, as shown in Fig. 3.
 |
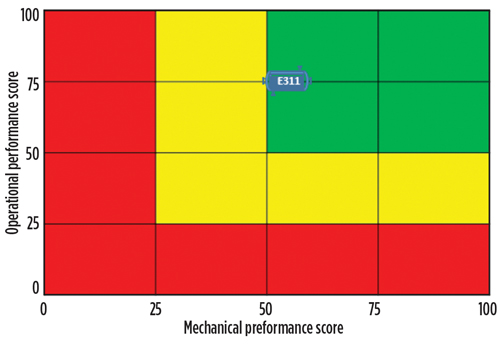 |
| Fig. 3. Performance mapping for heat exchanger E311. |
From the classification in Fig. 3, it can be seen that the primary issues in this heat exchanger are mechanical cleaning requirements and tube leakage. Normally, there would not be any control on the mechanical cleaning requirements of this heat exchanger, but the incidence of leaking tubes might be related to inherent mechanical defects as tube-to-tubesheet joints fail. In such a scenario, the mechanical performance indicator will decrease and must then be addressed by maintenance or the supporting inspection team. A suggested way to fix this tube-to-tubesheet weld joint failure is the application of non-destructive testing (NDT) on the welds and the identification of those with inherent flaws. Other repair methods may consider evaluating the joint design.
Similarly, all heat exchangers at the plant can be plotted over a matrix (Fig. 4) and presented to management for any action required. This data helps convey the health of heat exchangers at the site and allows the relevant team to focus on the correct areas.
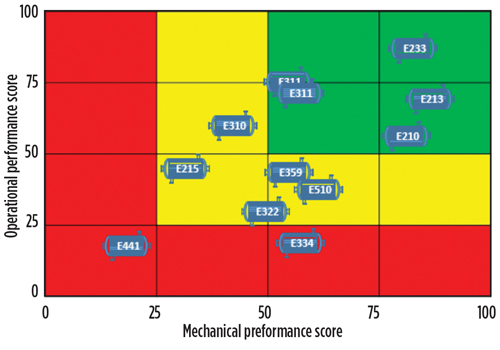 |
| Fig. 4. Typical performance mapping of site heat exchangers. |
Properly maintaining the data and assigning a color to each heat exchanger allows for a rethink on whether the type of exchanger being used for the service(s) in question is the correct one, or if a process engineer should be consulted about potential changes. It can also encourage evaluation of whether or not material selection is correct, based on its operational history. Sometimes, a significant portion of a maintenance budget is spent on maintaining the heat exchanger, when the actual problem is the initial design (whether thermal or mechanical). Most of the time, however, no action is taken and heat exchangers are run on an “as-is” basis.
Similarly, cases have been seen where long-running poor maintenance of process chemistry resulted in low heat transfer and fouling of tubes. Once all the essential variables are well defined and performance is assessed from both a process and mechanical angle, the resulting representation can help show the way forward. The same data can be made site-specific and reflected in integrity presentations, workshops and roundups.
This analysis can help operations and maintenance personnel focus on the right issues and establish measures to fix them. A task force can be formed to make such an assessment, which may lead to appropriate technical studies after gathering the right data and designing updates in accordance with the suggested changes.
It should be noted that the basic health, safety and environmental concerns or business criticality of any heat exchanger are not related to its matrix classification. The classification will be the same as assigned during a process study of the plant. This classification is purely performance-based and considers both the operational and mechanical perspective.
The classification of heat exchangers can help users uncover real issues and work in the right direction to address them, instead of running problematic heat exchangers at heavy cost to the operator. GP
 |
Ashfaq Anwer is an Inspection Engineer in the gas processing division of the UAE’s largest oil and gas firm, located in Ruwais, Abu Dhabi, UAE. He has 13 yr of professional inspection experience in ammonia-urea complexes, petrochemical units, and oil and gas. Mr. Anwer has extensive expertise in material selection, corrosion mapping and control, fitness for-service studies, defining inspection frameworks and implementing inspection plans for old and new units.


Comments