
Smaller-scale GTL enters the mainstream
R. LIPSKI, Velocys, Houston, Texas
With an estimated global resource base of over 800 trillion cubic meters (Tcm), natural gas is projected to play an increasingly important role in the global energy economy.1 However, with much of the resource in the form of unconventional gas—such as shale gas, tight gas, and coalbed methane—or comprising associated or stranded gas, the challenge is to find ways to take advantage of this potentially abundant energy resource economically and in an environmentally responsible way.
Currently, much stranded gas (i.e., gas fields located far from existing infrastructure) is simply left in the ground, while associated gas (i.e., gas produced along with oil) is disposed of by costly reinjection back into the reservoir, or by the wasteful and environmentally unfriendly practice of flaring, which is subject to increasing regulation, taxation and royalties. Meanwhile, the development of shale gas and other unconventional energy sources in North America is being hampered by low gas prices. This results in marginal economics for many discoveries. The problem lies not in getting the gas out of the ground, but in finding a practical, economical and efficient way of moving it to market. This is where the gas-to-liquids (GTL) process can help.
GTL processes are a potentially attractive way to transport gas resources to market for a number of reasons. For a start, converting gas to liquid products makes the gas cheaper to transport. In principle, GTL products can be transported via an existing petroleum infrastructure.
Other economic benefits exist. For example, because the resulting GTL products can be refined to generate a wide variety of industrial feedstocks, specialty products and high-quality clean fuels that are in high demand, such as diesel and jet fuels, GTL process technology can add significant value to gas production.
With demand for gasoline shrinking, GTL technology provides valuable products that the refining industry will increasingly need in the future. GTL process technology also has the potential to reduce the onshore and offshore flaring of associated gas, and to turn it into a valuable resource. The amounts of gas flared annually are estimated to be equivalent to 16% of the gas consumption in North America, 13% of the gas consumption in Europe and Eurasia, and 90% of the combined gas consumption of Central and South America.2
Big is not always beautiful.
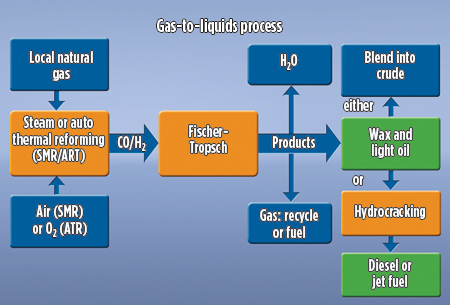
There is, however, a hitch to the possibilities offered by GTL technology. The GTL process involves two main operations: conversion of natural gas into a syngas [a mixture of carbon monoxide (CO) and hydrogen (H2)] via steam methane reforming (SMR) or autothermal reforming (ATR), followed by Fischer-Tropsch (FT) synthesis (Fig. 1). Since conventional FT reactors are designed to work on a large scale, traditional GTL plants are built to process substantial amounts of gas. These plants require large capital investment, and they are only economically viable for plants producing approximately 30 thousand barrels per day (Mbpd) or more of liquid fuel.
 |
|
Fig. 1. Diagram of the GTL process. |
The cost and capacity constraints explain why only four GTL plants are operating commercially today: the Bintulu plant in Malaysia, the Mossel Bay plant in South Africa, and the Oryx and Pearl plants in Qatar.3 All operate on a vast scale. The Pearl plant, for example, cost approximately $18 billion (B)–$19 B to build. With a design capacity of 140,000 bpd of GTL product and 120,000 bpd of associated condensate and liquid petroleum gas (LPG), Pearl is expected to produce about 3 B bbl of oil-equivalent (boe) fuel over its lifetime. Only 6% of the world’s known gas fields are large enough to sustain GTL plants on these scales, and the majority of potential undiscovered gas finds are thought to contain less than 1 trillion cubic feet (Tcf) of gas—an amount too small to make conventional GTL plants economic.
Downsizing.
By taking advantage of new technologies, such as microchannel reactors, to shrink the FT and SMR hardware, GTL plants can be scaled down to provide a cost-effective way to take advantage of smaller gas resources (see sidebar). GTL plants based on the use of microchannel FT reactors can be operated on a distributed basis, with smaller plants located near gas resources and potential markets.
Smaller, modular GTL plants are suitable for use in remote locations. In contrast to conventional GTL plants, they are designed for the economical processing of smaller amounts of gas ranging from 100 million cubic meters (MMcm) to 1,500 MMcm, and they can produce 1,000 bpd–15,000 bpd of liquid fuels. Their modular structure makes microchannel reactor systems very flexible. The plants can be scaled to match the size of the resource, expanded as necessary, and potentially integrated with existing facilities on refinery sites.
Smaller-scale GTL operations also pose a lower risk to producers. Since the plants are smaller, construction costs are reduced; and, since the plants are modular, investment can be phased. The construction time is short, at 18–24 months. In addition, because the modules and reactors are designed only once and then manufactured many times, much of the plant can be standardized and shop-fabricated in skid-mounted modules. This reduces the cost and risk associated with building plants in remote locations. In addition, the components can be designed to use standard, off-the-shelf equipment, so there is less strain on supply chains, and the need for onsite construction work is reduced.
Smaller-scale GTL plants open GTL to the broader market by reducing the entry price and significantly increasing the number of locations where GTL technology can be installed. This flexibility offers great potential for monetizing resources like shale gas and stranded gas, which can be located far from existing pipeline infrastructure and markets. Smaller-scale GTL processes also offer the potential to expand refinery capacity and to produce hydrocarbon-based feedstocks from gas. Additionally, they improve profitability by unlocking gas resources that would otherwise be wasted, thereby capturing value from the gas-to-oil spread, widening access to global markets and taking advantage of existing infrastructure.
Since the FT process also lies at the heart of the biomass-to-liquids (BTL) processes, the same technology can be used to produce high-quality, ultra-clean diesel and jet fuel from waste biomass, including municipal waste. Smaller-scale GTL plants offer advantages at all stages of production: upstream, midstream and downstream.
Upstream: environmental advantages.
 |
|
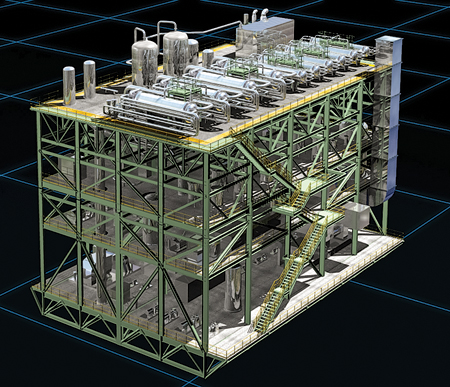
Fig. 2. An offshore GTL module. |
On the upstream side, smaller-scale GTL plants offer an environmentally friendly alternative to the flaring of associated gas produced alongside oil. According to the Global Gas Flaring Reduction (GGFR) partnership, a World Bank-led, public/private intiative launched in 2002,4 more than 150 Bcm (5.3 Tcf) of natural gas is flared. A similar volume of gas is vented. Together, these practices emit around 400 million tons of CO2 equivalent annually, and represent 1.2% of global CO2 emissions.5 By providing an alternative to flaring, smaller-scale GTL plants can help solve the associated gas problem and unlock more oil production (Fig. 2).
Midstream: Enabling economics.
The economics of transporting gas from the wellhead to the market can stifle new developments. Liquid petroleum products can be transported via existing oil pipelines or in tankers, but handling gas requires the establishment of a dedicated infrastructure. As a result, stranded gas is often left in the ground instead of being extracted and transported to demand sources. Developing smaller-scale, distributed GTL plants to convert the gas to liquid products near the production site could reduce the cost of transporting gas to market, and tip the economic balance in favor of what are presently considered to be marginal stranded gas and shale gas projects.
Smaller-scale GTL plants offer advantages for developing resources where pipelines do not exist or are already full—or where political or commercial considerations make it difficult to export gas via an existing pipeline. It could also allow smaller producers greater access to global markets, or make it possible for them to produce transportation fuels for their local markets. This would enable them to take advantage of the gas-to-oil spread (Fig. 3).
 |
|
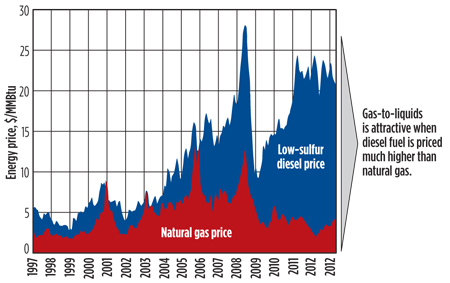
Fig. 3. Trends in oil and gas prices. |
Since oil prices are presently high and gas prices remain low, a million BTUs of oil are worth much more than a million BTUs of gas. By making it possible to turn cheap gas into diesel, smaller-scale GTL processes allow gas producers to diversify from gas into oil pricing. The ability to capture value from the gas-to-oil spread can turn stranded gas; shale gas fields; or gas fields that have a high proportion of carbon dioxide, nitrogen or other inert gases, from marginal into profitable economic developments.
Downstream: Making the most of the resource.
Downstream, smaller-scale GTL processes make it possible to convert refinery gas feedstock into products such as diesel, kerosine and naphtha, or even higher-value products such as specialty chemicals, waxes and lubricants. In addition, the technology gives industrial producers the flexibility to produce feedstocks from cheaper gas, rather than from more expensive oil. This improves margins and, in many cases, makes it possible to produce feedstocks containing virtually no sulfur.
Smaller-scale GTL plants can also serve as a relatively low-cost option for expanding or debottlenecking in refineries. In addition, refineries can use excess steam, water and power from the GTL plant for other operations, reducing the operating cost of the combined facility. Locating a smaller-scale GTL plant within a refinery can also reduce the cost of the GTL plant, because some of the necessary facilities are already present at the refinery site.
Takeaway.
Smaller-scale GTL technology opens the use of GTL to the broader market by reducing the entry price and significantly increasing the number of locations and sizes of reserves where GTL technology can be successfully implemented. Smaller-scale GTL processes are more practical than their larger-scale counterparts, and they are easier to finance, permit, supply and construct.
The use of smaller-scale GTL plants also makes it possible to take advantage of locally driven economic situations. This is particularly relevant in remote locations, such as Siberia, where products like diesel are very expensive, but the price of gas is relatively low. Regardless of how oil and gas prices vary, there will always be local situations where smaller-scale GTL plants make sense. GP
 |
|
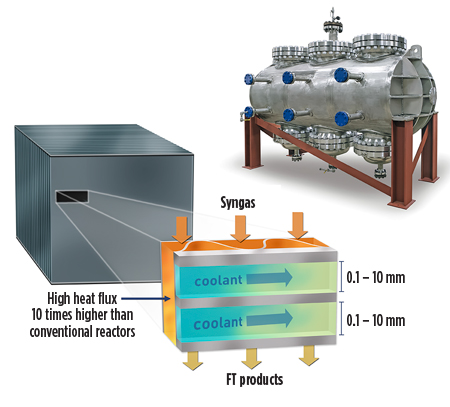
Fig. 4. An FT microchannel reactor diagram (left), and the reactor in a full-pressure shell (right). |
|
Shrinking the GTL hardware With smaller-scale GTL plants, the greatest challenge is to find ways to combine and scale down the size and cost of the reaction hardware while still maintaining sufficient capacity. This, in turn, depends on finding ways to reduce reactor size by enhancing heat-transfer and mass-transfer properties to increase productivity and intensify the syngas-generation and FT processes. The use of microchannel reactors offers a way to achieve these goals. Microchannel technology is a developing field of chemical processing that intensifies chemical reactions by reducing the dimensions of the channels in reactor systems. Since heat transfer is inversely related to the size of the channels, reducing the channel diameter is an effective way of increasing heat transfer, thereby intensifying the process and enabling reactions to occur at significantly faster rates than those seen in conventional reactors. The technology can be applied to both highly exothermic processes such as FT, and highly endothermic processes such as SMR. Microchannel FT reactors contain thousands of thin process channels filled with FT catalyst, interleaved with water-filled coolant channels. Since the small-diameter channels dissipate heat more quickly than do conventional reactors, more active FT catalysts can be used to significantly accelerate FT reactions, thereby boosting productivity. In microchannel SMR reactors, the heat-generating combustion and SMR processes take place in adjacent channels. The high heat-transfer properties of the microchannels make the process very efficient (Fig. 4). |
LITERATURE CITED
1“World Energy Outlook 2011 fact sheet,” International Energy Agency, 2011.
2“Statistical Review of World Energy 2012,” BP, 2012.
3White, B., “Can gas-to-liquids technology get traction?” Alaska Natural Gas Transportation Projects, Office of the Federal Coordinator, June 29, 2012.
4“Global Gas Flaring Reduction Partnership,” The World Bank, 2011.
5“World Bank sees warning sign in gas flaring increase,” The World Bank, July 3, 2012.
Roy Lipski is the CEO of Velocys and has been heading fast-growing technology companies for over 17 years. He has pioneered modular GTL since 2005, when he helped found Oxford Catalysts, leading it through an IPO and the subsequent acquisition of Velocys Inc., and the recent renaming of Oxford Catalysts Group to Velocys PLC. Velocys is a world leader in microchannel process technology and has raised over $130 million from institutional investors. Mr. Lipski holds an honors degree in biochemistry from Cambridge University. He began his career with Goldman Sachs in London, UK.


Comments