
Evaluate ERW and SAW pipes for onshore buried gas pipelines
The question of whether to use electric resistance welding (ERW) pipe or submerged arc welding (SAW) pipe for an onshore gas pipeline project arises frequently. Each type of pipe has different advantages and disadvantages, which should be studied in detail to make a rational and reliable decision.
The quick answer may be to perform an internet search for a comparison of the two types; however, most of the resources readily available on the internet about this subject are based on advertising and sales efforts. Good engineers use hard data and factual experience to make equipment purchasing decisions.
In this article, ERW and SAW pipes—the latter of which may be double (DSAW) or longitudinal (LSAW) style—for onshore gas pipelines are explained. A general comparison between ERW and DSAW/LSAW is developed. Finally, selection criteria are proposed to help engineers and project managers decide which type of pipe to use in their project. Note: This article does not recommend or address spiral SAW pipes for buried natural gas pipelines, as this type of pipe is not acceptable by many clients’ specifications.
Examples of pipeline failure. Examples of pipeline failure for both ERW and DSAW/LSAW due to weld seam fracture illustrate the many possible causes for pipeline failure. Many similar failure examples for each type are available from different regions around the world. These incident reports suggest the need for bias-free studies to determine all potential factors and classify them as contributing causes, direct causes and root causes.
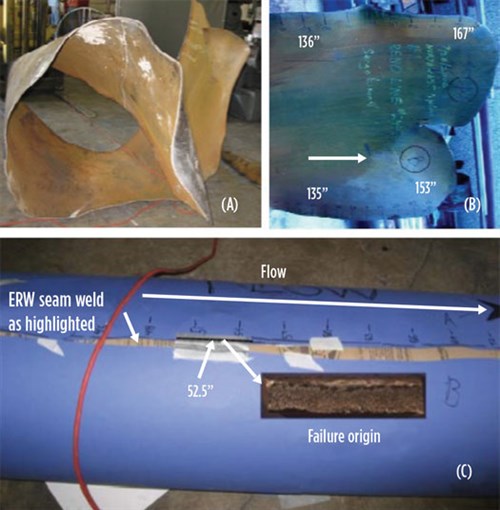
ERW seam weld failure.1 Williams Gas Pipeline experienced an incident caused by a brittle failure. A long split along or near a seam weld caused a catastrophic failure of the 16-in. (outside-diameter, or OD) pipeline at 1.5 mi downstream of the compressor station. The pipeline was manufactured of API 5L Grade X46 ERW pipe.
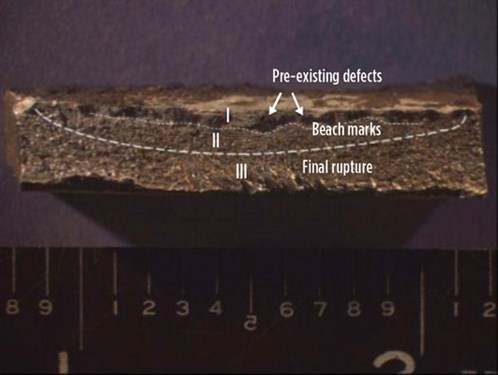
FIG. 1 shows (a) a large piece of the failed ERW pipe containing the origin of failure, (b) the same piece marked with flow direction and the distance from the other end of the failed piece, and (c) a mockup reconstructed from the failed piece with a split along a seam. The white circle indicates the failure origin at 52.5 in. from the other end of the failed piece (upstream). The insert shows a photo of the fracture surface. FIG. 2 shows more detail of the fracture surface of the pipe.
 |
|
FIG. 1. The failed ERW pipe containing the origin of the failure and the reconstruction mockup for the failure.1 |
 |
|
FIG. 2. Failure origin of the ERW pipe showing a three-zone feature: Zone 1: initiation sites, Zone 2: subcritical crack growth region, and Zone 3: final fracture area.1 |
DSAW/LSAW seam weld failure.2 Enbridge experienced the rupture of a 34-in. (OD), API-5L-X52 crude oil pipeline and oil release near Cohasset, Minnesota. A fatigue crack along the DSAW/LSAW pipe’s longitudinal seam weld generated during the transport of pipes caused the failure, based on the incident report.2 The project used ERW pipe from Canadian Phoenix Steel Products and DSAW/LSAW pipe from U.S.-based Kaiser Steel. All the longitudinal seam weld failures caused by fatigue cracks in the pipeline occurred in pipe manufactured by Kaiser Steel, as per the report2 (FIG. 3).
 |
|
FIG. 3. Fatigue initiating at the toe of a weld on the interior surface of a DSAW/LSAW pipe.2 |
ERW pipe background. ERW pipe is manufactured by cold-forming a sheet of steel into a cylindrical shape. A current is then passed between the two edges of the steel to heat it to a point at which the edges are forced together to form a bond without the use of welding filler material.3
Initially, this manufacturing process used low-frequency AC current to heat the edges. This low-frequency process was used from the 1920s until 1970. In 1970, the low-frequency process was replaced by a high-frequency ERW process that produced a higher-quality weld. Over time, the welds of low-frequency ERW pipe were found to be susceptible to selective seam corrosion, hook cracks and inadequate bonding of the seams, so low-frequency ERW is no longer used to manufacture pipe. The high-frequency process is still used to manufacture pipe for use in new pipeline construction.
In ERW pipe manufacturing, the weld seam is butt-welded after heating and melting the coil edges, using the Joule heat generated by passing a high-frequency current through the edges. At the seam of the butt weld, the welding beads on the pipe inside and outside surfaces are removed by online, full-length grinding, followed by seam heat treatment to improve the weld microstructure.
After ERW line pipes are cut to the specified length based on the purchase order (e.g., 6 m, 12 m or 18 m), the product undergoes the quality assurance process, which includes hydrostatic, ultrasonic and other non-destructive testing of the seam, as well as pipe body inspections of external appearance and dimensions.4
DSAW/LSAW pipes. DSAW/LSAW pipes are normally manufactured by continuous roll-forming of plate material into a tubular shape. The edges of the rolled plate are manipulated so that V-shaped grooves are formed on the interior and exterior surfaces at the locations of the seam and after tack welding. Butt-welding of the weld seam by submerged arc welding is done internally and then externally, followed by seam heat treatment to improve the weld microstructure.
After SAW line pipes are cut to the specified length based on the purchase order (e.g., 6 m, 12 m or 18 m), the product undergoes the quality assurance process, which includes hydrostatic, radiographic and ultrasonic testing of the seam, as well as pipe body inspections of external appearance and dimensions.1
Comparison of ERW and DSAW/LSAW pipes. The author believes there is no general single option for pipe type (i.e., ERW vs. DSAW/LSAW) for use in large (> 16 nominal pipe size, or NPS) onshore gas pipelines that is correct and applicable for every application. Detailed study is needed based on the project constrains (i.e., costs, schedule, etc.), pipeline terrain, pipe specifications (e.g., grade, thickness, etc.), quality requirements, risks, pipe manufacturer’s experience, client’s pipe integrity experience, etc.
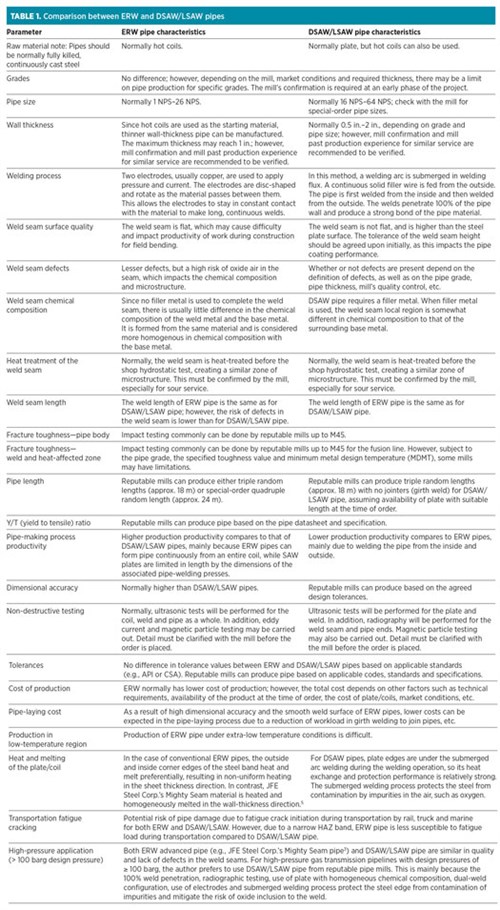
TABLE 1 gives a general comparison between ERW and DSAW/LSAW pipes for sizes above 16 in. onshore buried gas pipelines, based on the author’s experience.
 |
Proposed selection criteria. The selection between ERW and DSAW/LSAW pipes in a pipeline project requires detailed study, especially with regard to the mill’s capability and experience. The author proposes the following steps for making a decision between ERW and DSAW/LSAW pipes:
- Finalize critical operating and design parameters of the pipeline system, such as pressure, temperature, flowrate, minimum design metal temperature (MDMT), etc.
- Conduct a reliable fracture control analysis based on the rich gas composition of the gas. The Battelle Two-Curve Method is a classic method that may be used.
- Finalize the pipe grade, toughness and MDMT.
- List the project constrains, including costs, schedule, quality, resources, risks, customer experience and preference, etc.
- Conduct a market study and identify and manage the associated risks.
- Decide on potential mills for the pipe manufacture and request their workload, past experience, production processes for different types of pipe, optional tests and inspections, etc.
- Determine the evaluating parameters and associated weights.
- Prepare a pipe datasheet based on two options (ERW and DSAW/LSAW) and send the datasheet with a material requisition to the potential mills.
- As part of the quote for supply of line pipe, ask the manufacturer to submit a manufacturing procedure specification (MPS) document providing information on raw material, production process, inspection, test, etc. in detail.
- Review the mill’s quote and prepare technical and commercial evaluations in a bias-free atmosphere. Clarify unclear areas with the mills and a subject matter expert.
- Consider a brainstorming session and ask for feedback from construction, the pipeline integrity team, shop inspectors, etc.
- Conduct a cost-benefit analysis by considering the cost of risk and all key factors, rather than just the pipe cost quoted by the mills.
Recommendations. Many factors and risks must be considered in the selection of the final pipe type (between ERW and DSAW/LSAW) for an onshore buried natural gas pipeline project, based on the actual project requirements and conditions. The project manager should ensure that a bias-free engineering study has been conducted.
The author’s conclusion is that for a pipe size of 16 in.–26 in., both ERW and SAW pipes are possible options for an onshore buried natural gas pipeline project. A final decision must be made based on a detailed study considering many factors besides the pipe cost. If a pipe longitudinal fails during operation, then the root causes, direct causes and contributing causes must be discerned.
The author believes that pipe produced by capable, reputable mills that is based on applicable codes, standards and specifications should be subject to factual evaluation and not personal judgment. The mill’s experience in the production of each type of pipe in similar service, thickness, size and grade must be requested and validated. Engineers must ask for manufacturing procedure qualification testing (MPQT), manufacturing procedure specifications (MPS) and other standards.
Finally, continual advances in materials and welding techniques have resulted in dramatic improvements in the reliability of both ERW and DSAW/LSAW pipes. For high-pressure applications with design pressure of ≥ 100 barg, the author prefers DSAW/LSAW pipes, as discussed in the last row of TABLE 1.
Regardless of which type is selected, the risks of corrosion, fatigue and seam-related defects to the longitudinal weld seams of ERW and DSAW/LSAW pipes still exist. These defects should be monitored and identified through integrity assessments (e.g., hydrostatic tests, indirect assessments and direct assessments) and must be repaired when found. GP
LITERATURE CITED
- Limon, S. and D. Katz, “A ERW seam weld failure,” Paper No. 08150, NACE International Corrosion Conference and Expo, 2008.
- U.S. National Transportation Safety Board, “Pipeline accident report: Rupture of Enbridge Pipeline and release of crude oil near Cohasset, Minnesota, July 4, 2002” NTSB/PAR-04/01, June 23, 2004.
- JFE Steel Corp., Line Pipe Catalog No. E1E-001-05.
- U.S. Department of Transportation, Pipeline & Hazardous Materials Safety Administration, “Fact sheet: Pipe manufacturing process,” December 1, 2011, Online: https://primis.phmsa.dot.gov/comm/FactSheets/FSPipeManufacturingProcess.htm
- JFE Steel Corp., Technical Report No. 18, March 2013.
 |
SHAHAB ZARDYNEZHAD is a registered senior mechanical/pipeline engineer in Alberta with more than 29 yr of experience working in the world’s largest oil, gas and petrochemical projects. He has experience in many cross-country, long-distance pipeline projects including buried, aboveground, thermal, high-pressure, NGL and sour gas pipelines. He holds a BS degree in mechanical engineering from the University of Petroleum of Iran, an MS degree in industrial engineering from IUST Iran and MS degrees in project management and mechanical engineering (pipeline specialization) from the University of Calgary in Canada.


Comments