
Glycol treating during pipeline transport of natural gas
C. Gassen, BHS-Sonthofen GmbH, Sonthofen, Germany
The recovery of glycol, which is added to natural gas for transport, is playing an ever-increasing role in the efficient and environmentally friendly operation of gas pipelines. A new process has been developed to recover significantly more glycol, at a lower cost, compared with previously used processes. It requires only low maintenance and is completely automatic, making it especially suitable for offshore operation.
Monoethylene glycol (MEG) is usually added to natural gas for transport in pipelines. It absorbs the water in the gas, thereby lowering its freezing point. In addition, it acts as a corrosion inhibitor. The glycol is removed from the gas again and regenerated in MEG reclamation units. The previously absorbed water (which may contain various salts, depending on the location of the source) is primarily removed from the process. Furthermore, it contains oxides and hydroxides from pipeline abrasion (e.g., rust particles), as well as other contamination. The resulting deposits clog the heat exchangers, pipelines and other plant components and result in high maintenance costs.
The treating and reclamation of glycol are gaining more importance due to increasing environmental awareness and rising operating costs. The goal of many system manufacturers is to achieve a maximum glycol content of 10% in the solid matter for disposal. Compact systems, which operate automatically and are wear- and maintenance-free, are required, especially for offshore applications.
Benefits of compact systems. Divalent salts are precipitated in a first step during the MEG regeneration, and the solid matter is subsequently removed from the glycol. Various systems are used for this solid-liquid separation, depending on the location of the treatment plant. For example, static thickeners (sedimentation tanks) are frequently used in onshore regeneration plants. They can be purchased and maintained at a reasonable cost, but the separated sludge still contains a large quantity of glycol.
However, additional separation systems (e.g., high-speed separators and decanter centrifuges) are exposed to considerable wear due to the abrasive properties of the solid matter. Maintenance is a significant cost factor, particularly in regeneration plants on offshore platforms, since it must be carried out relatively frequently and must be performed by specially trained personnel.
As a result, reversible flow or cartridge filters equipped with depth filtration elements are often used in the offshore sector. They produce a sludge that contains a large amount of glycol and, therefore, must be treated further. Moreover, the depth filtration elements are self-cleaning only to a limited extent. They must be exchanged manually and be disposed of, which generates high operating costs with an increasing saline load.
The single-stage process. In contrast, candle filters have proved to be particularly suitable both for onshore and offshore use. They provide a high filtrate quality, operate fully automatically and are low-maintenance.
 |
|
FIG. 1. The single-stage system with three candle filters (dark blue) and mashing tank (front), as well as precoating, bulk bag emptying station and storage silo for perlite. |
Candle filter systems are available with precoating as a complete solution, including engineering, delivery, assembly and commissioning. These systems (Fig. 1) recover considerably more glycol than conventional systems and have proved themselves under a wide range of operating conditions.
A filter cake is built up in the filters, is subsequently predried and then automatically discharged to a container. Since the suspension contains only a small amount of fine solid matter, a precoating is applied, usually perlite. It guarantees high filter rates, even with variable water qualities and operating states. This precoating layer also prevents clogging of the filter medium by fine particles (usually hydroxides, dust or abraded particles) and makes it insensitive to hydrocarbons (Fig. 2).
 |
|
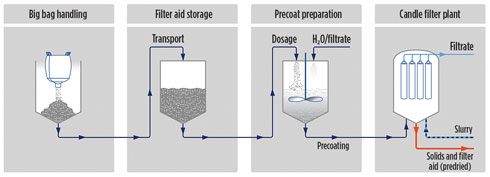
FIG. 2. Process diagram of the single-stage system with bulk bag emptying, filter aid storage, precoat preparation and candle filter system. |
The precoating material is supplied in large bags and suspended in a mashing tank with water or recirculated filtrate. A typical system works with three candle filters, divided into 3 × 50%. The filters operate at staggered intervals, because each filter is given a new precoating and filled approximately every 8 hr–12 hr.
However, the quantity of solid matter that must be disposed of increases through use of the precoating material. Furthermore, the precoating generates purchase, transport, handling, storage and disposal costs. Although the filter cake contains a comparatively low quantity of glycol because of the dewatering, a further reduction is economically and ecologically desirable.
The two-stage process. A new, two-stage treatment technique that works without precoating has been developed to further reduce the residual glycol content and offer compact and low-maintenance systems (Fig. 3). It reduces glycol loss by using water to displace the glycol remaining in the filter cake.
 |
|
FIG. 3. The two-stage system with three candle filters (dark blue), cake washing, a stirrer tank, two pressure plate filters (orange) and a washing water tank. |
A two-stage system with candle and pressure plate filters for treating amines in a power plant has been realized in the US. Hydrogen sulfide (H2S) contained in the flue gas is removed with an amine scrubber. The suspension is thickened with candle filters in the first stage and then further treated with a pressure plate filter.
The process (Fig. 4) was extensively tested during the development phase and carried out using comprehensive, pilot-scale tests at the in-house filtration laboratory. The lab has confirmed that the process has been perfected. On this basis, the two-stage system has been made ready for series production.
 |
|
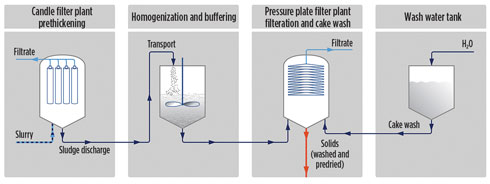
FIG. 4. Process diagram of the two-stage system with the candle filter system, homogenization and buffering, horizontal leaf filter system and water header. |
Since the suspension usually contains considerably less than 1% of solid matter, two process stages are used. In the first stage, the suspension is filtered in CF-type candle filters, without filter aids, and is pre-thickened. A solid matter concentration is thereby obtained in a similar manner to sedimentation tanks, which can be further processed in the second step. The batch time is between 2 hr and 8 hr, depending on the solid matter content. As soon as a filter cake with a thickness of a few mm has built up during filtering, the supply of suspension is stopped and the cake is backwashed. It sediments out for approximately 30 min and collects in the cone of the filter vessel. The discharged material has a solid matter content of approximately 3%–5%.
This material is pumped to a stirrer tank, where it is homogenized. Next, the pre-thickened suspension arrives at a PF-type pressure plate filter. The advantage of the pressure plate filter compared with a candle filter is the arrangement of the filter surfaces—the filter cake is built up on virtually horizontal filter plates instead of vertical candles. As a result, the glycol can be displaced with water without the danger of the cake slipping off.
A glycol content of less than 5% (with respect to the solid matter) can be obtained with a wash ratio of 8:1 (water to solid matter)—30 times lower than known processes with precoating. The water consumption can be further minimized through closed-cycle or multistage counter-current washing.
After washing, the filter cake is dried, shaken off the plates and discharged from the filter housing. The final product is crumbly and has a low volume. Apart from the precipitated salts and water, it contains very little glycol, so it can be disposed of safely. As an alternative, the washed and predried filter cake can also be mashed with water to a pumpable mixture after discharge. Another advantage of the two-stage process is that the precoat material no longer needs to be purchased and handled. The compact design means that the new systems are suitable for the more restricted footprint of offshore platforms.
One manufacturera offers complete systems that combine two filter stages with candle and pressure plate filters and washing. On request, tests can be carried out with suspension from the customer in the in-house filtration laboratory. The results serve as a basis for optimal operation of proprietary filters.
Considerably lower costs. This new system with two stages provides operators with additional benefits that extend beyond the state of present technology, because it reduces glycol consumption and lowers costs for capital, consumables and/or maintenance work. The cost analysis for a typical system demonstrates these advantages.
A filter surface of approximately 200 m²—divided into 3 × 50% (3 × 65 m²)—is required for the conventional, single-stage precoat filtration. This filtration has an average glycol treatment stage with an output of 40 m³/hr and a suspension of average salinity (approximately 130 ppm). With a normal cycle time of approximately 8 hr–12 hr and a precoat thickness of approximately 6 mm–8 mm, the average consumption of perlite amounts to just under 100 tpy.
In comparison, a two-stage system with candle filters (type CF 18-037, each with 3 × 50%) requires only one filter surface of 19 m² and two pressure plate filters (type PF 04-09, each with 2 × 100 %), each with a filter surface of 1 m².
In total, approximately 70% of the investment cost for the single-stage system is required for the two-stage execution. The new system also cuts the use of consumables: The filter aids are completely dispensed with, and the loss of MEG is reduced by a factor of 30.
 |
|
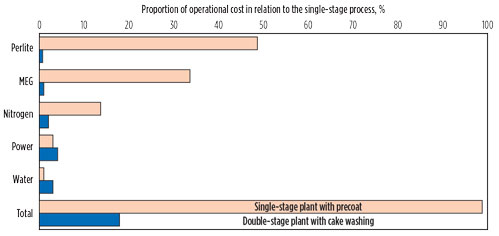
FIG. 5. Percentage distribution of the operating costs and comparison of single-stage and two-stage systems. |
The costs for the additional water consumption for cake washing are offset by the savings made through lower nitrogen consumption in the dewatering process. The energy requirement is also at a comparable level. Altogether, the overheads of the new, two-stage system amount to approximately 20% of the single-stage system with precoat (Fig. 5).
The automatic operation and the compactness of the system make the two-stage process ideal for offshore applications. It is possible to cut the investment costs for single-stage systems in onshore plants by manually dosing and adding the filter aids. Nevertheless, the new process is also considerably cheaper due to the savings in operating costs.
Efficient reclamation. The single-stage process with candle filters is operationally reliable and has already recovered considerably more glycol than is possible with previously used methods. This process, with the protective precoating, has worked reliably for years.
The new, two-stage process with the combination of candle and pressure plate filters further increases the efficiency of the reclamation. In addition, considerable cost savings on consumables—especially filter aids and glycol—can be realized with lower investment costs.
A two-stage system was delivered to a key customer in 2017. The filtration unit is part of a major gas plant project in the Middle East and is anticipated to go into operation in 2019. It is the largest candle filter unit order the suppliera has received in filtration technology to date.
In addition, a one-stage system commenced operation 4 yr ago. The platform is located in the South China Sea, and the filtration unit has fully met customer requirements. Currently, the suppliera is working on at least four projects related to one-stage or two-stage filtration units. The systems are planned for use off the coast of East Africa, as gas fields are being rapidly developed in the region. GP
 |
CHRISTIAN GASSEN is an Area Sales Manager for filtration technology with BHS-Sonthofen GmbH. He has experience with chemical and biological applications at nuclear power plants, pharmaceutical cleanroom installations and municipal waste treatment plants. Mr. Gassen holds an advanced engineering degree in chemical and biological engineering from the University of Erlangen/ Nuremberg in Bavaria, Germany.


Comments