
Use refrigeration to boost liquids recovery from LPG-rich gas
M. Hani, Energy Enterprise Associates, Karachi, Pakistan
Technology is improving day by day to increase the profitability of gas processing plants. The LPG recovery unit plays a vital role in boosting revenue by increasing liquids recovery from the feed gas. Turboexpander technology with an absorber column is conventionally used for >99% propane recovery in many licensed processes, with several variations.
A turboexpander reduces the pressure of the inlet gas to the outlet pressure, and it produces a cryogenic temperature, which aids in the recovery of NGL and LPG from the feed gas stream to meet hydrocarbon dewpoint specifications. Fig. 1 shows a schematic of the LPG recovery unit.
 |
|
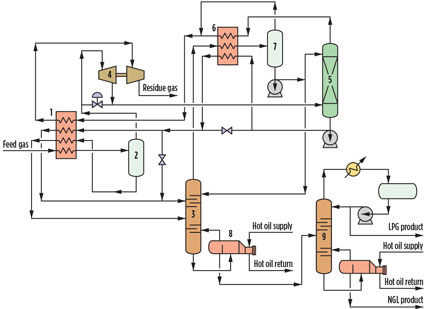
Fig. 1. Schematic of an LPG recovery unit. |
In the LPG recovery unit, feed gas enters the inlet multipass plate and frame exchanger (1) and is cooled through heat exchange with the unit’s chilled streams. Heavier hydrocarbons condense as liquid in the low-temperature separator (2) and are routed to the deethanizer column (3). Light hydrocarbons are expanded via the turboexpander (4), which produces cryogenic temperatures of less than –100°F. This step adds refrigeration to the system, which boosts LPG recovery.
The turboexpander outlet then routes to the bottom of the absorber column (5), where gas moves upward and is washed with reflux from the deethanizer, which contains heavier hydrocarbons. This reflux liquid acts as lean oil and absorbs most of the C3+ content from the gas. It is then routed to the deethanizer column (3) after heat recovery. The deethanizer overhead partially condenses using the deethanizer multipass plate and frame condenser (6), and it flashes in the deethanizer reflux drum (7). Lean gas (C2–) from the top of the absorber column commingles with gas from the deethanizer reflux drum (7) after heat recovery and serves as residue gas.
Liquid from the deethanizer bottom reboiler (8) containing C3+ content then routes to the debutanizer column (9) for LPG recovery. LPG is recovered from the debutanizer column (9) as top product, whereas NGL is recovered from the bottom.
Effect of LPG richness in feed. As C3+ content in feed gas increases, the overall refrigeration in the unit decreases, which reduces LPG recovery. Due to higher temperatures in the low-temperature separator, heavier hydrocarbons do not condense, which decreases the turboexpander performance. The deethanizer overhead temperature also rises due to the increasing reboiler duty. This situation causes a significant fall in LPG recovery and reduces refinery revenues.
Case study. Different cases that consider different gas compositions are shown in Table 1. These parameters review, in detail, the effect of LPG richness—i.e., increased volumes of C3+ and heavy hydrocarbons in the feed gas.
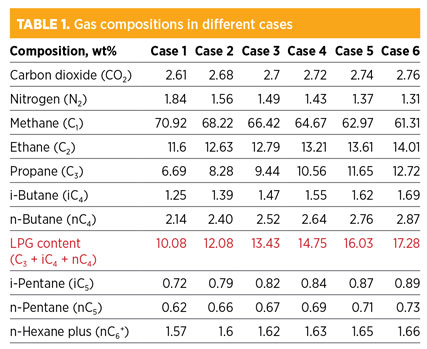
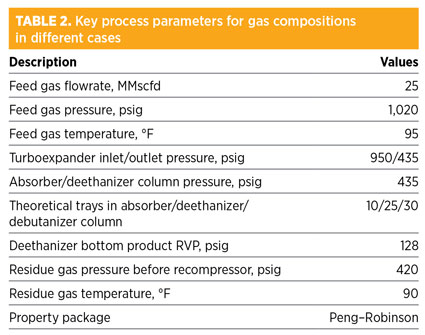
For the sake of comparison, the cases are simulated while considering the same key process parameters, as shown in Table 2.
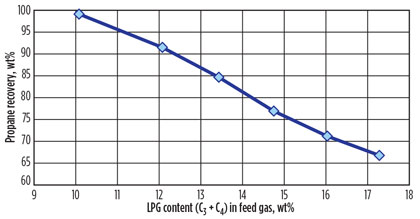
To measure increasing C3+ content in feed gas, higher LPG content (C3 + C4) is used. For measuring LPG recovery, C3 recovery is considered because C3 recovery falls more significantly than does C4 recovery. In different cases, as LPG content in the feed gas increases from 10 wt% to 17 wt%, C3 recovery decreases from 99 wt% to 66.8 wt%, as shown in Fig. 2.
 |
|
Fig. 2. LPG content in feed gas vs. propane recovery. |
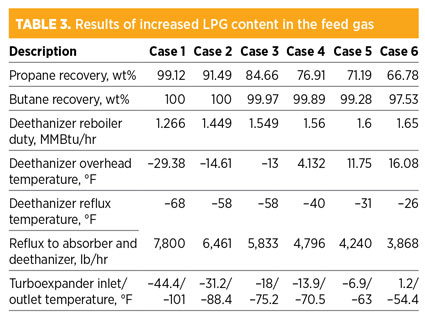
With the rise in LPG content in the feed gas, the deethanizer reboiler duty also increases, which boosts overhead temperature, resulting in lower reflux to the absorber and to the deethanizer column. As a result of the lower reflux, LPG product escapes with the residue gas. The turboexpander inlet and outlet temperatures also increase as the overall refrigeration effect in the system decreases. Results are presented in Table 3.
LPG recovery solution. To maintain high LPG recovery (> 99%), a propane refrigeration system is considered as LPG content increases in the feed gas. The propane refrigeration system provides secondary refrigeration to keep the deethanizer overhead temperature at desired setpoints, and to increase reflux to the absorber and the deethanizer column to boost LPG recovery. A total refrigeration duty (0.2 MMBtu/hr) of 16.7 tons (t) is required to increase C3 recovery from 91.49 wt% to 99.1 wt% in Case 2.
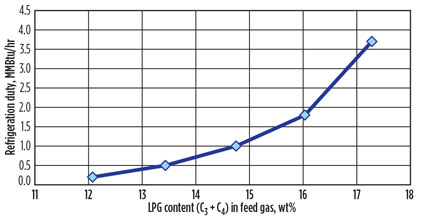
Similarly, the refrigeration duty increases from 41.7 t (0.5 MMBtu/hr) to 308 t (3.7 MMBtu/hr), while increasing LPG content in the feed gas between Case 3 and Case 6, as shown in Fig. 3.
 |
|
Fig. 3. LPG content in feed gas vs. refrigeration duty. |
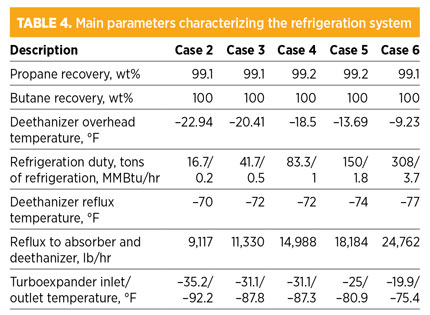
While increasing refrigeration duty in each case, the deethanizer reflux temperature either remains constant or decreases, which results in higher reflux flow. Increased reflux flow absorbs more C3+ content from the residue gas and enhances LPG recovery. As the refrigeration effect in the system increases, temperatures across the turboexpander decrease significantly, and LPG recovery from the system increases. The main parameters characterizing the refrigeration system are presented in Table 4.
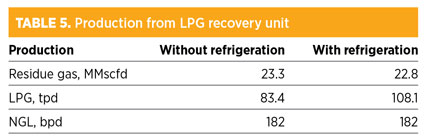
Economics. Costs are estimated for Case 6, in which the maximum amount of refrigeration system duty is required to keep > 99 wt% C3 recovery. Production from the LPG recovery unit is provided in Table 5.
The installed cost of a propane refrigeration system for Case 6 is $5.5 MM. Note: This cost is approximate and is estimated based on previous project experience. Gross and net revenues from increased LPG production are shown in Table 6.
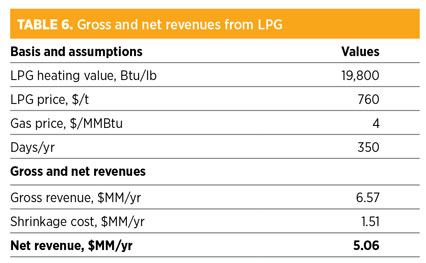
The increase in net revenue from LPG production (24.7 tpd) is $5.06 MM/yr, which translates into a payback period of approximately 1 yr.
Takeaway. As LPG content is increased in the feed gas of a turboexpander-based LPG recovery unit from 10 wt% to 17 wt%, LPG recovery falls significantly (99.1 wt% to 66.8 wt%). A refrigeration system of 16.7 t to 308 t is required to maintain low temperature in the system and also to keep LPG recovery above 99%. GP
 |
Muhammad Hani is a senior process engineer at Energy Enterprise Associates and Zishan Engineers in Karachi, Pakistan. He has four years of experience in process selection, basic engineering and detailed design of oil and gas processing plants. Mr. Hani is a registered engineer on the Pakistan Engineering Council and a member of both the American Institute of Chemical Engineers and the Institution of Chemical Engineers.


Comments